- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

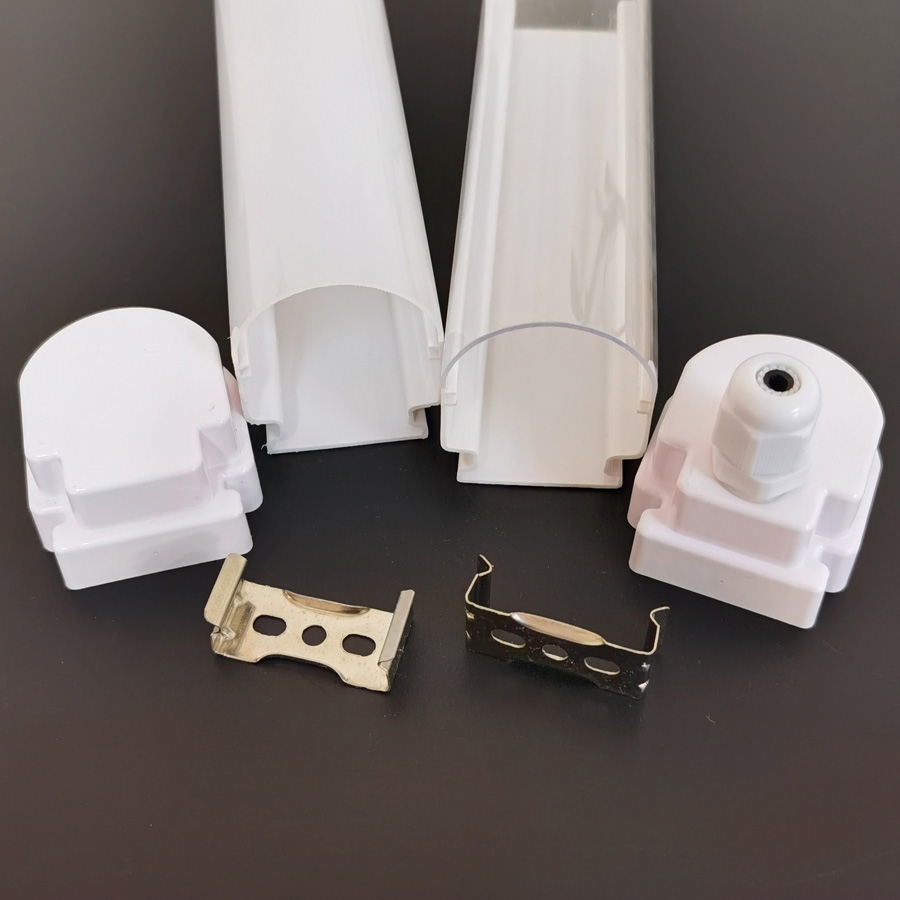
LED অ্যালুমিনিয়াম প্রোফাইল শেল প্রসারিত জন্য সতর্কতা
প্রসারিত করার জন্য সতর্কতানেতৃত্বাধীন অ্যালুমিনিয়াম প্রোফাইল শেল
1. বাছাই, সরানো এবং প্রসারিত করার প্রক্রিয়া চলাকালীন, অ্যালুমিনিয়াম প্রোফাইল শেল একে অপরের সাথে ঘষা, টান, ওভারল্যাপ, স্কুইজ এবং মোড়ানো যাবে না এবং একটি নির্দিষ্ট ব্যবধান থাকা উচিত। নমনীয় অ্যালুমিনিয়াম প্রোফাইল শেল এবং স্রাব দৈর্ঘ্য সময়মত মোকাবেলা করা উচিত, এবং প্রয়োজন হলে একে অপরের থেকে সুরক্ষিত করা উচিত।
2. ছোট পা, সূক্ষ্ম দাঁত, লম্বা পা, বাঁকা পৃষ্ঠ, বাঁকানো পৃষ্ঠ, খোলা, কোণ ইত্যাদির জোরের দিকে মনোযোগ দিন। উচ্চ আকৃতির অনুপাত, দেয়ালের দৈর্ঘ্য, বড় রেডিয়ান, প্রশস্ত প্রাচীর বেধ এবং অদ্ভুত আকৃতি সহ প্রোফাইলগুলি স্থানীয় প্রতিরোধ করতে অথবা প্রোফাইলের বিন্দু-মত মাত্রিক বিকৃতি, মোচড় এবং সর্পিল ত্রুটি।
3. যেহেতু উপরের অংশে তাপ অপচয় রোধ করার কাজ রয়েছে, তাই উচ্চ আলংকারিক পৃষ্ঠের প্রয়োজনীয়তা সহ অ্যালুমিনিয়াম প্রোফাইল শেলটি অবশ্যই সমান তাপ অপচয়ের সুবিধার্থে উপরে এবং নীচে চালু করতে হবে এবং অসম তাপ অপচয় এবং বিভিন্ন স্ফটিকতার কারণে অনুভূমিক উজ্জ্বল স্পট ত্রুটিগুলি হ্রাস করতে হবে, বিশেষ করে প্রশস্ত এবং পুরু দেয়াল। অ্যালুমিনিয়াম প্রোফাইল হাউজিং।
4. যখন অ্যালুমিনিয়াম প্রোফাইল শেলটি 50 ডিগ্রির নিচে ঠাণ্ডা হয় (খালি হাতে ধরা যায়), শিল্প অ্যালুমিনিয়াম প্রোফাইল শেলটি স্ট্রেচিং কাজের জন্য স্ট্রেচিং ফ্রেমে সরানো যেতে পারে। যদি তাপমাত্রা খুব বেশি হয়, স্ট্রেচিং শুধুমাত্র মানুষের শরীর এবং উপরের অংশকে পুড়িয়ে ফেলবে না, তবে বার্ধক্যের আগে এবং পরে বাঁকানো, মোচড়ানো এবং খারাপ কর্মক্ষমতার কারণ হবে কারণ শিল্প অ্যালুমিনিয়াম অ্যালয় প্রোফাইলগুলির অভ্যন্তরীণ চাপ সম্পূর্ণরূপে নির্মূল করা যায় না।
5. প্রসার্য বিকৃতি নিয়ন্ত্রণ করতে এবং সম্পূর্ণ প্রোফাইল পরিবর্তনের আকার আরও ভালভাবে নিয়ন্ত্রণ করতে, উপযুক্ত বিশেষ ফিক্সচার এবং উপযুক্ত পদ্ধতি ব্যবহার করা উচিত। বিশেষ করে খোলার উপকরণ, বাঁকা উপকরণ, ক্যান্টিলিভার সামগ্রী এবং বাঁকা প্রোফাইলগুলির জন্য, টেনসিল ফিক্সচারের যুক্তিসঙ্গত এবং কার্যকর ব্যবহারের দিকে আরও মনোযোগ দেওয়া উচিত। যখন প্রয়োজন হয়, কাউকে প্রসারিত প্রোফাইলের মাঝখানে সেন্ট্রালাইজার বা লিমিটার নিয়ন্ত্রণ করা উচিত যাতে মাথা, মাঝখানে এবং লেজের মধ্যে প্রসারিত আকার শিল্প অ্যালুমিনিয়াম অ্যালয় প্রোফাইলের প্রয়োজনীয়তা পূরণ করে তা নিশ্চিত করতে।
6. প্রসারিত পরিমাণ প্রায় 1% এ নিয়ন্ত্রণ করা উচিত। 25M Wuxi অ্যালুমিনিয়াম প্রোফাইল শেলের স্ট্রেটেনিং প্রোফাইলে, স্ট্রেচিং ডিগ্রীটি প্রায় 25CM প্রসারিত করা উচিত, তবে 2% এর বেশি নয়। উত্পাদনে, এটি অ্যালুমিনিয়াম প্রোফাইল শেল এক্সট্রুশন এবং বিভিন্ন বিশেষ প্রয়োজনীয়তা (খোলার আকার, পৃষ্ঠের গুণমান, বাইরের ব্যাস, অভ্যন্তরীণ ব্যাস, প্রাচীরের বেধ, প্রসারণ ইত্যাদি) এর প্রকৃত পরিস্থিতি অনুসারে সামঞ্জস্য করা উচিত। বিরোধপূর্ণ প্রযুক্তিগত প্রয়োজনীয়তার মধ্যে, আমরা প্রসারিত পরিমাণের জন্য নির্দিষ্ট প্রয়োজনীয়তা পূরণ করতে চাই। অত্যধিক স্ট্রেচিং মাথা থেকে লেজের আকারের বিচ্যুতি, জলের পৃষ্ঠের বিকৃতি (মাছের আঁশ) ট্রেস, কম প্রসারিততা এবং উচ্চ ভঙ্গুরতা (কম প্লাস্টিকতা) হতে পারে। যদি স্ট্রেচিং পরিমাণ খুব কম হয়, প্রোফাইলের সংকোচনের শক্তি এবং কঠোরতা খুব কম হবে, এবং এমনকি বার্ধক্য (নিভিয়ে যাওয়া) কঠোরতা বৃদ্ধি করবে না, এবং প্রোফাইলটি বাঁকানো সহজ (সাধারণত ব্রডওয়ার্ড বেন্ডিং হিসাবে পরিচিত)।
1. বাছাই, সরানো এবং প্রসারিত করার প্রক্রিয়া চলাকালীন, অ্যালুমিনিয়াম প্রোফাইল শেল একে অপরের সাথে ঘষা, টান, ওভারল্যাপ, স্কুইজ এবং মোড়ানো যাবে না এবং একটি নির্দিষ্ট ব্যবধান থাকা উচিত। নমনীয় অ্যালুমিনিয়াম প্রোফাইল শেল এবং স্রাব দৈর্ঘ্য সময়মত মোকাবেলা করা উচিত, এবং প্রয়োজন হলে একে অপরের থেকে সুরক্ষিত করা উচিত।
2. ছোট পা, সূক্ষ্ম দাঁত, লম্বা পা, বাঁকা পৃষ্ঠ, বাঁকানো পৃষ্ঠ, খোলা, কোণ ইত্যাদির জোরের দিকে মনোযোগ দিন। উচ্চ আকৃতির অনুপাত, দেয়ালের দৈর্ঘ্য, বড় রেডিয়ান, প্রশস্ত প্রাচীর বেধ এবং অদ্ভুত আকৃতি সহ প্রোফাইলগুলি স্থানীয় প্রতিরোধ করতে অথবা প্রোফাইলের বিন্দু-মত মাত্রিক বিকৃতি, মোচড় এবং সর্পিল ত্রুটি।
3. যেহেতু উপরের অংশে তাপ অপচয় রোধ করার কাজ রয়েছে, তাই উচ্চ আলংকারিক পৃষ্ঠের প্রয়োজনীয়তা সহ অ্যালুমিনিয়াম প্রোফাইল শেলটি অবশ্যই সমান তাপ অপচয়ের সুবিধার্থে উপরে এবং নীচে চালু করতে হবে এবং অসম তাপ অপচয় এবং বিভিন্ন স্ফটিকতার কারণে অনুভূমিক উজ্জ্বল স্পট ত্রুটিগুলি হ্রাস করতে হবে, বিশেষ করে প্রশস্ত এবং পুরু দেয়াল। অ্যালুমিনিয়াম প্রোফাইল হাউজিং।
4. যখন অ্যালুমিনিয়াম প্রোফাইল শেলটি 50 ডিগ্রির নিচে ঠাণ্ডা হয় (খালি হাতে ধরা যায়), শিল্প অ্যালুমিনিয়াম প্রোফাইল শেলটি স্ট্রেচিং কাজের জন্য স্ট্রেচিং ফ্রেমে সরানো যেতে পারে। যদি তাপমাত্রা খুব বেশি হয়, স্ট্রেচিং শুধুমাত্র মানুষের শরীর এবং উপরের অংশকে পুড়িয়ে ফেলবে না, তবে বার্ধক্যের আগে এবং পরে বাঁকানো, মোচড়ানো এবং খারাপ কর্মক্ষমতার কারণ হবে কারণ শিল্প অ্যালুমিনিয়াম অ্যালয় প্রোফাইলগুলির অভ্যন্তরীণ চাপ সম্পূর্ণরূপে নির্মূল করা যায় না।
5. প্রসার্য বিকৃতি নিয়ন্ত্রণ করতে এবং সম্পূর্ণ প্রোফাইল পরিবর্তনের আকার আরও ভালভাবে নিয়ন্ত্রণ করতে, উপযুক্ত বিশেষ ফিক্সচার এবং উপযুক্ত পদ্ধতি ব্যবহার করা উচিত। বিশেষ করে খোলার উপকরণ, বাঁকা উপকরণ, ক্যান্টিলিভার সামগ্রী এবং বাঁকা প্রোফাইলগুলির জন্য, টেনসিল ফিক্সচারের যুক্তিসঙ্গত এবং কার্যকর ব্যবহারের দিকে আরও মনোযোগ দেওয়া উচিত। যখন প্রয়োজন হয়, কাউকে প্রসারিত প্রোফাইলের মাঝখানে সেন্ট্রালাইজার বা লিমিটার নিয়ন্ত্রণ করা উচিত যাতে মাথা, মাঝখানে এবং লেজের মধ্যে প্রসারিত আকার শিল্প অ্যালুমিনিয়াম অ্যালয় প্রোফাইলের প্রয়োজনীয়তা পূরণ করে তা নিশ্চিত করতে।
6. প্রসারিত পরিমাণ প্রায় 1% এ নিয়ন্ত্রণ করা উচিত। 25M Wuxi অ্যালুমিনিয়াম প্রোফাইল শেলের স্ট্রেটেনিং প্রোফাইলে, স্ট্রেচিং ডিগ্রীটি প্রায় 25CM প্রসারিত করা উচিত, তবে 2% এর বেশি নয়। উত্পাদনে, এটি অ্যালুমিনিয়াম প্রোফাইল শেল এক্সট্রুশন এবং বিভিন্ন বিশেষ প্রয়োজনীয়তা (খোলার আকার, পৃষ্ঠের গুণমান, বাইরের ব্যাস, অভ্যন্তরীণ ব্যাস, প্রাচীরের বেধ, প্রসারণ ইত্যাদি) এর প্রকৃত পরিস্থিতি অনুসারে সামঞ্জস্য করা উচিত। বিরোধপূর্ণ প্রযুক্তিগত প্রয়োজনীয়তার মধ্যে, আমরা প্রসারিত পরিমাণের জন্য নির্দিষ্ট প্রয়োজনীয়তা পূরণ করতে চাই। অত্যধিক স্ট্রেচিং মাথা থেকে লেজের আকারের বিচ্যুতি, জলের পৃষ্ঠের বিকৃতি (মাছের আঁশ) ট্রেস, কম প্রসারিততা এবং উচ্চ ভঙ্গুরতা (কম প্লাস্টিকতা) হতে পারে। যদি স্ট্রেচিং পরিমাণ খুব কম হয়, প্রোফাইলের সংকোচনের শক্তি এবং কঠোরতা খুব কম হবে, এবং এমনকি বার্ধক্য (নিভিয়ে যাওয়া) কঠোরতা বৃদ্ধি করবে না, এবং প্রোফাইলটি বাঁকানো সহজ (সাধারণত ব্রডওয়ার্ড বেন্ডিং হিসাবে পরিচিত)।
অনুসন্ধান পাঠান


X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি